

ПРОДУКЦИЯ
ПРОДУКЦИЯ
Дополнительная информация









Четырехвалковый холодный прокатный стан
Категория:
Эл. пoчта:
WhatsApp:
-
Особенности
Благодаря небольшому диаметру рабочих валков можно увеличить количество проходов прокатки. Это означает, что для прокатки одного и того же продукта можно увеличить толщину исходного материала или уменьшить количество проходов, экономя энергию и повышая производительность.
Аксиальное перемещение промежуточных валков в сочетании с положительным и отрицательным изгибом рабочих валков позволяет оптимально регулировать зазор прокатки для различных спецификаций горячекатаных рулонов, улучшая способность регулирования формы листа и повышая качество продукции.
Цилиндрическая форма рабочих валков снижает количество запасных валков, упрощает их управление и уменьшает объем шлифовки, экономя валки. Более того, при изменении плана прокатки нет необходимости заменять валки, что экономит время и повышает производительность оборудования.
Уменьшается истончение краев алюминиевого рулона и трещины по краям, что снижает количество разрывов ленты и уменьшает количество обрезков, увеличивая выход годного продукта.
Сохраняются преимущества высокоточного четырехвалкового реверсивного холодного прокатного стана с гидравлическим давлением, что позволяет адаптироваться к широкому диапазону изменения спецификаций продукта.
Основные технические параметры
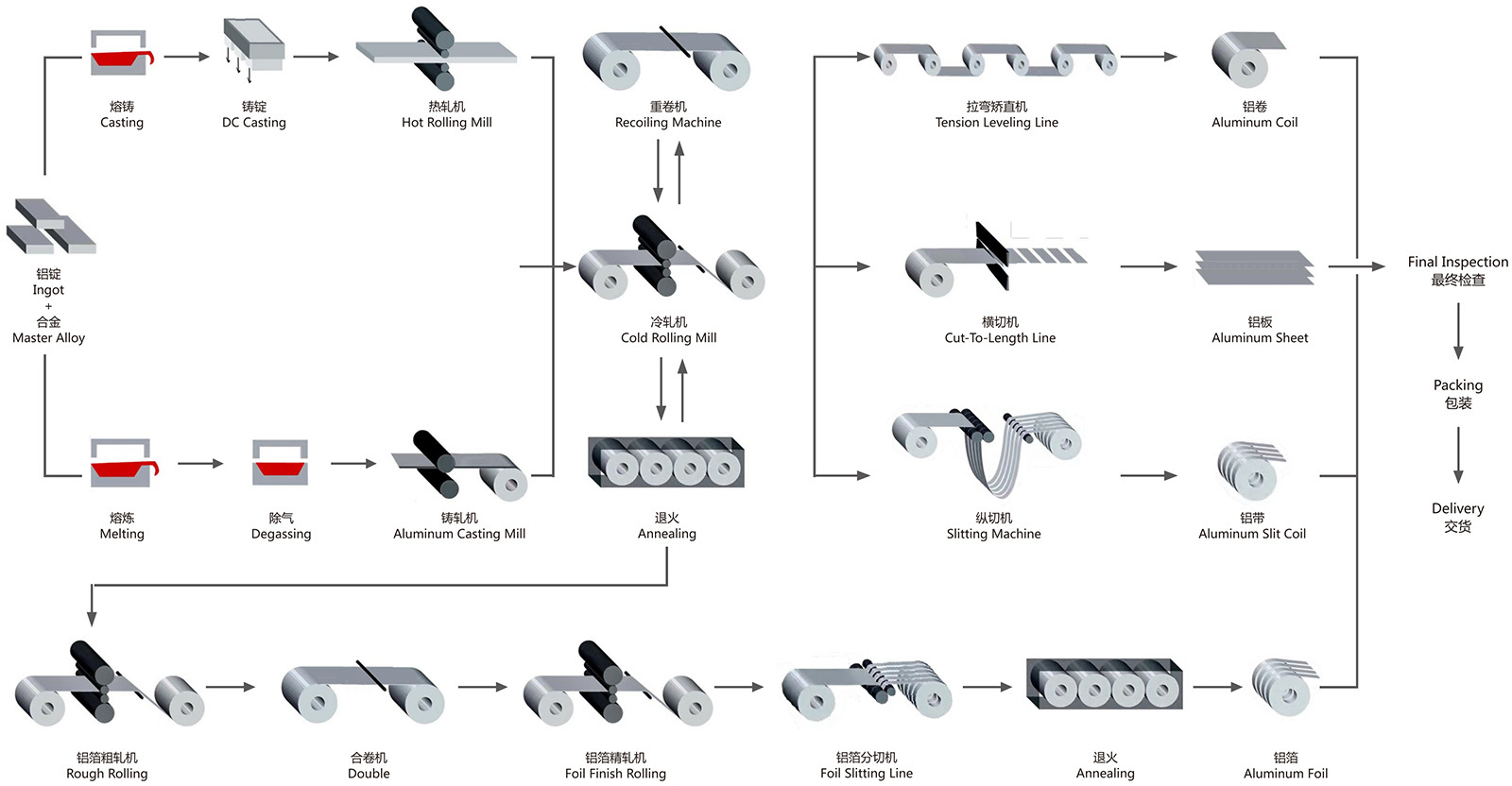
Серия алюминиевых сплавов 1000, 3000, 5000, 8000 олщина исходного материала Max 10 mm Ширина исходного материала 1000-2350 mm Диаметр рабочих валков Ф280-560 mm Длина поверхности рабочих валков 850-2500 mm Диаметр опорных валков Ф600-1500 mm Длина поверхности опорных валков 800 ~ 2450 mm Ширина листа 950-2250 mm Максимальный наружный диаметр рулона Макс Ф2800 mm Максимальный вес рулона Максимум 28000 кг Максимальная скорость прокатки 600/800/1200/1500 м/мин Толщина полуфабрикатов 0,1 ~ 4,0 mm Толщина готовых изделий 0,5 ~ 0,06 mm Тип прокатки нереверсивная Система управления SIEMENS ABB Технологическая схема
Имя
Краткое описание
Сообщение
Чехол
Сопутствующие товары





Телефон:
Эл. пoчта:
Адрес:
Зона экономического развития Гуньи Китай.
Сообщение
Copyright © Zhengzhou Hengzhong Heavy Industry Machinery Manufacturing Co., Ltd.
Питание от:www.300.cn Поддерживаемый IPV6
SAF Coolest v1.3 设置面板 OSJSD-ZPOD-PAXAE-ZQV
无数据提示
Извините, нет контента в текущем разделе!
Вы можете просмотреть другие столбцы или вернуться кГлавная